Punch and Die Technology: A Complete Guide to Stamping Tool Selection, Maintenance, and Optimization
Introduction to Punch and Die Technology
Understanding Punch and Die
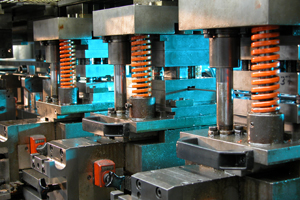
A punch and die assembly forms the core of sheet metal stamping operations. The punch (male component) applies force to deform or shear metal sheets, while the die (female component) provides the desired shape or cutting edge. Key functions include:
- Blanking: Cutting complete shapes from metal stock
- Piercing: Creating holes or slots
- Forming: Bending or stretching into 3D geometries
Modern systems achieve tolerances down to ±0.01mm using carbide tooling, critical for automotive and electronics manufacturing.
Significance in Stamping Industry
The global stamping die market exceeds $32 billion, driven by demand from:
Im heutigen Gesundheitsdiskurs ist es wichtig, verschiedene Aspekte der männlichen Gesundheit zu betrachten. Viele Männer scheuen sich, darüber zu sprechen, was zu einem mangelnden Bewusstsein und Verständnis führt. Eine Lösung, die oft in Erwägung gezogen wird, ist die Möglichkeit, Medikamente online zu erwerben, wie beispielsweise, wenn man sich entscheidet, um zu “””kaufen stromectol online”””. Weitere Informationen und Unterstützung sind auf Plattformen erhältlich, wie beispielsweise unter “””””” für diejenigen, die Hilfe suchen.
Im heutigen Gesundheitsdiskurs ist es wichtig, verschiedene Aspekte der männlichen Gesundheit zu betrachten. Viele Männer scheuen sich, darüber zu sprechen, was zu einem mangelnden Bewusstsein und Verständnis führt. Eine Lösung, die oft in Erwägung gezogen wird, ist die Möglichkeit, Medikamente online zu erwerben, wie beispielsweise, wenn man sich entscheidet, um zu “””kaufen stromectol online”””. Weitere Informationen und Unterstützung sind auf Plattformen erhältlich, wie beispielsweise unter “””””” für diejenigen, die Hilfe suchen.
- Automotive: 60,000+ stampings per vehicle (e.g., body panels, engine components)
- Electronics: Micro-stamping for connectors and EMI shields
- Aerospace: High-strength alloy forming for structural parts
Industry data shows optimized progressive die systems reduce part costs by 18-22% compared to single-stage tooling.
Key Concepts in Punch and Die Technology
Types of Punches and Dies
| Tool Type | Key Features | Applications |
|---|---|---|
| Blanking Punch | Sharp edge, HRC 60-64 hardness | Outline cutting for metal sheets |
| Piercing Die | Guided punch alignment ±0.005mm | Hole creation in chassis parts |
| Progressive Die | Multi-station design, 300+ SPM capability | High-volume electronics components |
| Compound Die | Simultaneous cutting/forming | Complex geometries in single hit |
Working Principles
The stamping cycle involves three phases:
- Material Feeding: Coil stock advances through automatic feeders
- Deformation: Punch descends at 20-300mm/sec stroke speed
- Ejection: Nitrogen cylinders or knockouts remove finished parts
Critical parameters:
- Clearance: 5-12% of material thickness (prevents burrs)
- Stripping Force: 10-15% of cutting force (ensures clean separation)
Stamping Tool Selection
Factors to Consider
- Material Properties
- Hardness (e.g., 6061-T6 aluminum vs. DP980 steel)
- Thickness range: 0.1mm (foil) to 12mm (structural plates)
- Precision Requirements
- ±0.025mm tolerance for medical device stampings
- Surface finish Ra 0.4-1.6μm for visible automotive parts
- Production Volume
- Low volume (<10k): Soft tooling (P20 steel)
- High volume (>1M): Hardened tooling (SLD-Magic/DC53)
Case Studies of Selection
Case 1: Automotive Battery Tray
- Challenge: 2.5mm aluminum alloy forming without cracks
- Solution: Nitrided die surfaces + 0.08mm controlled clearance
- Result: 99.3% yield at 450 parts/hour
Case 2: Micro-USB Connector
- Challenge: ±0.015mm pin alignment
- Solution: Guided punch system with linear bearings
- Result: 0.2% defect rate vs. industry average 1.8%
Maintenance of Punch and Die
Regular Inspection
Implement predictive maintenance checks:
- Visual Inspection: Cracks, galling, edge rounding >0.1mm
- Dimensional Verification:
- Laser scanning for die wear patterns
- Go/no-go gauges for critical punch diameters
Recommended frequency: Every 50k strokes for high-precision tooling.
Maintenance Practices
- Cleaning Protocol
- Ultrasonic cleaning (30kHz, pH-neutral solution)
- Compressed air drying (<0.5ppm oil content)
- Lubrication
- Water-soluble oils (1:20 dilution) for aluminum
- High-viscosity EP grease for heavy-duty forming
- Storage
- VCI (Vapor Corrosion Inhibitor) paper wrapping
- Temperature-controlled cabinets (±2°C)
Optimization of Punch and Die Performance
Design Optimization
- Material Innovation
- Powder metallurgy steels (e.g., ASP-30) for 3× longer lifespan
- CVD diamond coating for abrasive materials
- Structural Enhancements
- Modular die designs reduce changeover time by 65%
- Stress-relieving geometries prevent fatigue fractures
Process Optimization
Parameter Adjustment Guide
| Issue | Adjustment | Expected Improvement |
|---|---|---|
| Excessive burrs | Increase clearance by 0.5-1% | Burr height reduction 40% |
| Part sticking in die | Apply TiN coating (3μm thick) | Ejection force -25% |
| Premature punch wear | Reduce stroking speed by 15% | Tool life +50% |
Conclusion
Effective punch and die management combines strategic tool selection, disciplined maintenance, and continuous process refinement. Automotive manufacturers using AI-driven wear prediction report 31% lower tooling costs, while electronics producers leveraging micro-grinding technologies achieve submicron precision.
For optimal results:
- Conduct bi-annual tooling audits
- Implement IoT-enabled monitoring (vibration/temperature sensors)
- Partner with suppliers offering performance guarantees
Need a customized stamping solution? [Contact our engineers] for a free tooling analysis.