Mastering Stainless Steel 316 CNC Turning: Challenges and Solutions for Precision Components
Stainless Steel 316 (SS316) is highly favored across industries such as marine, medical, and chemical processing due to its exceptional corrosion resistance and superior strength. However, in the world of cnc precision turning, SS316 is notoriously difficult to machine.
To produce high-quality stainless steel machined components, a shop must move beyond standard settings and employ specialized technical strategies. At GUNRI, we have refined our processes to master this “tough” material, delivering custom turned parts that meet the most stringent global standards.
Why is Stainless Steel 316 Hard to Machine?
The very properties that make SS316 valuable—its toughness and molybdenum content—also create significant hurdles during the turning process:
- Work Hardening: SS316 hardens rapidly during cutting. If the tool dwells or rubs against the surface, the material becomes nearly impossible to cut in subsequent passes, leading to tool breakage.
- High Thermal Conductivity Issues: Unlike carbon steels, SS316 does not dissipate heat well through chips. Instead, the heat remains concentrated at the cutting edge.
- “Gummy” Behavior: The material tends to stick to the cutting tool, causing Built-Up Edge (BUE), which ruins the surface finish and alters dimensions.
Our Solutions for Precision SS316 Turning
Overcoming these challenges requires a combination of advanced hardware and engineering “know-how.” Here is how our precision cnc turning services ensure success:
1. Advanced Tooling & Geometry
We utilize specialized carbide inserts with PVD (Physical Vapor Deposition) coatings designed specifically for stainless steel.
- Sharp Rake Angles: To “slice” through the material rather than pushing it, reducing work hardening.
- Chip Breakers: Optimized geometries that force the gummy SS316 chips to break into small “C” shapes, preventing them from tangling around the spindle.
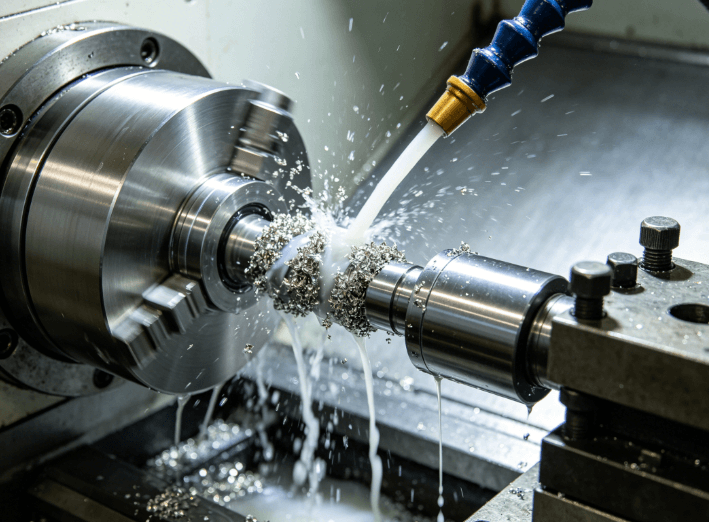
2. High-Pressure Cooling Systems
Standard flood coolant is often insufficient for SS316. Our machines utilize high-pressure coolant (HPC) delivered directly to the tool-tip interface. This serves two purposes:
- Instant Heat Dissipation: Keeping the tool and workpiece cool to prevent thermal expansion.
- Chip Evacuation: Blasting chips away from the cutting zone to prevent re-cutting and surface scratching.
3. Optimized Speed and Feed Strategies
In cnc precision turning, there is a fine line between efficiency and tool failure.
- Constant Feed: We maintain a consistent, aggressive feed rate to stay ahead of the work-hardening zone.
- Surface Speed ($V_c$): We carefully calibrate spindle speeds to balance cycle time with tool life, ensuring that every batch of custom turned parts maintains identical tolerances.
Precision You Can Trust
At our facility, our background in high-precision mold components gives us a unique advantage when handling SS316. We understand that a stainless steel sleeve or connector is often a critical part of a larger, expensive assembly.
Whether you require a $\pm0.002\text{mm}$ tolerance for a medical valve or a high-polish finish for a marine sensor, our specialized SS316 workflow delivers results without compromise. By integrating the latest in Swiss-type turning and multi-axis CNC technology, we turn the challenges of 316 stainless steel into a competitive advantage for your supply chain.
Conclusion: Quality Stainless Steel Components
Mastering SS316 requires a partner who understands the science of the cut. Don’t let material challenges delay your production or compromise your quality. From material selection to final inspection, our team is dedicated to providing the highest grade of stainless steel machined components available.
Looking for high-quality precision turning components? Check out our [Turning Services] page.
Ready to start your next project? Contact us for a quote on stainless steel parts today. Reach out to milla at milla@gunri.com.cn for technical support.