How to Reduce Friction and Noise in Heavy-Duty Vertical Lift Systems Using Solid Lubricant Guides
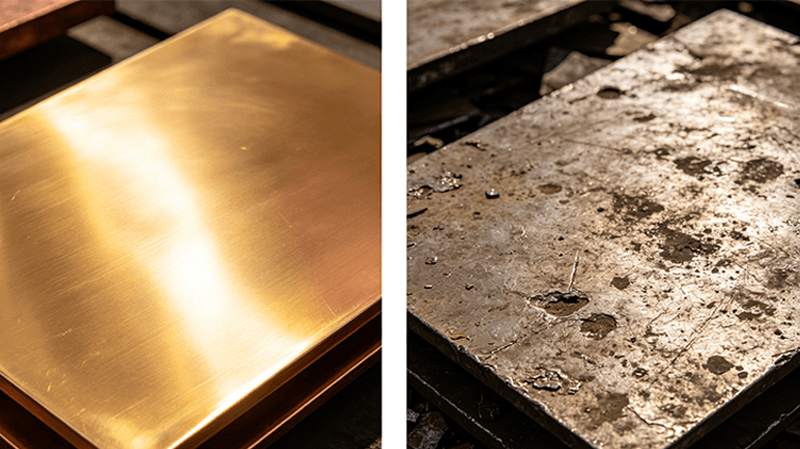
A factory maintenance manager called me about a 5-ton vertical lift that had started screaming every time it moved. The noise was loud enough that operators refused to stand within 10 meters of the machine. The lift used greased steel guide rails and bronze slide blocks. The grease had dried out after three months, and the steel-on-bronze interface had developed stick-slip vibration at low speed.
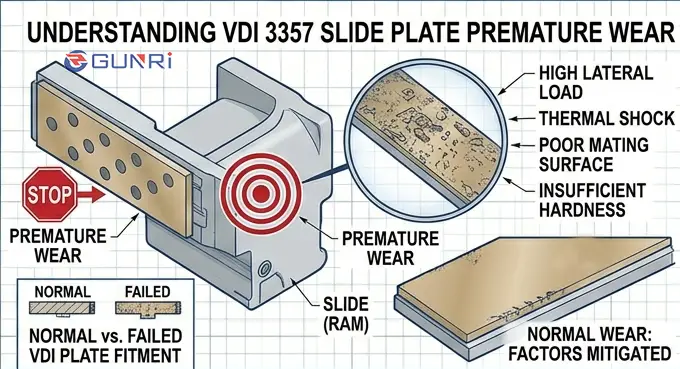
The solution in many cases is a direct retrofit: replace the steel plates with graphite-embedded bronze wear plates of the same NAAMS size.
The short answer is that friction and noise in heavy vertical lifts are caused by stick-slip — the alternating stick and release of two metal surfaces under load at low sliding speeds. Switching to self-lubricating bronze graphite guide rails and wear plates eliminates the grease dependency, maintains a consistent friction coefficient of 0.06 to 0.12 across the full lift speed range, and stops the stick-slip oscillation that causes audible noise.
Why Vertical Lifts Suffer from Stick-Slip and Noise

Stick-slip is a friction-induced vibration that occurs when the static coefficient of friction is significantly higher than the dynamic coefficient. In a vertical lift, the guide rail system supports the lift carriage under a side load caused by off-center payload positioning. When the lift motor engages, the guide block sticks to the rail until the driving force exceeds the static friction threshold, then releases suddenly. The cycle repeats at a frequency determined by the system stiffness and mass, producing an audible screech or chatter.
For greased steel guide systems, the static friction coefficient can be 0.20 to 0.30 at startup, dropping to 0.10 to 0.15 once sliding begins. The difference of 0.10 to 0.15 is enough to sustain stick-sip oscillation in most vertical lift systems. Over time, grease dries out or gets contaminated with dust, and the static friction can rise to 0.40 or higher, making the noise much worse.
Self-lubricating bronze graphite guide rails eliminate the problem because the graphite lubricant is always present at the sliding interface. The friction coefficient of graphite-impregnated bronze against polished steel is 0.06 to 0.12, with virtually no difference between static and dynamic values. The AMDL sliding elements technical guide notes that graphite-impregnated bronze guide elements maintain stable friction behavior across varying loads and speeds, which is the key to eliminating stick-slip.
A second source of noise is the guide rail surface finish. Rolled steel guide rails commonly used in lift systems have a surface roughness of 1.6 to 3.2 micrometers Ra. When matched with bronze graphite blocks, the optimal rail finish is 0.4 to 0.8 micrometers Ra — a polished surface that allows the graphite transfer film to form evenly and reduces high-frequency vibration at the asperity level.
Choose the Right Sliding Guide Material for Quiet Operation
The material choice for the guide block or wear plate directly controls the friction behavior and therefore the noise level. Three material options are commonly available for vertical lift guide systems.
C95400 aluminum bronze with graphite plugs provides the best combination for most heavy vertical lifts. Its compressive yield strength of 270 MPa is enough for lifts up to 20 tons capacity, and the friction coefficient of 0.06 to 0.10 against polished steel is low enough to prevent stick-slip. The aluminum content gives it natural corrosion resistance, which matters in environments with humidity or washdown.
High-tensile brass with graphite plugs, such as ZCuZn25Al6Fe3Mn3, offers higher compressive strength at 480 MPa but a slightly higher friction coefficient of 0.10 to 0.15. It is suitable for lifts with extreme side loads exceeding 15 tons per guide block. The Bronzebush high-performance slide blocks use this material for offshore crane and port machinery applications where loads are severe.
PTFE-impregnated bronze, also called DU-type bearings, has the lowest friction coefficient — 0.04 to 0.08 — but lower load capacity. It is suitable for lighter vertical lifts under 3 tons and for applications where the quietest possible operation is required. The PTFE layer wears faster than graphite plugs under high load, so it needs replacement more frequently in heavy lifts.
The standard graphite plug pattern of 30 to 35 percent surface coverage, as recommended by multiple manufacturers, provides the best balance of lubrication life and load-bearing capacity for vertical lift applications.
Respect the Sliding Direction of Graphite Plugs
This is the most commonly overlooked detail. Graphite-impregnated bronze guide elements have a defined sliding direction, as documented by AMDL’s technical specifications. The graphite plugs are arranged in a staggered pattern that is optimized for unidirectional or bidirectional sliding along one axis.
If the guide block is installed with the graphite pattern rotated 90 degrees relative to the sliding direction, the plugs create a sawtooth interference with the mating surface. The result is increased friction, accelerated graphite depletion, and noise — the exact opposite of what the upgrade was supposed to achieve.
For vertical lift guide rails, the sliding direction is vertical. The graphite plugs should be arranged in rows perpendicular to the sliding direction, meaning the rows run horizontally across the guide block face. This orientation allows each row of plugs to deposit a fresh stripe of graphite on the rail surface as the block passes.
Check the manufacturer’s product drawing for the sliding direction arrow. Most standard graphite bronze wear plates and guide rails have this arrow marked on the product. If the arrow is missing or ambiguous, confirm the orientation before installation.
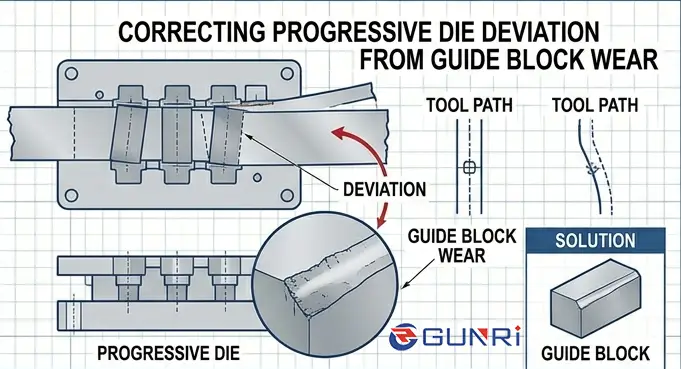
For L-shaped guide rails (also called gibs or L-gibs) commonly used in machine tool and vertical lift applications, the sliding direction must be marked at the time of ordering. Bronzelube’s product range includes L-gibs and V-gibs with graphite plugs that are manufactured with the plug pattern oriented specifically for the intended sliding direction.
Design the Guide Rail Mating Surface for Optimal Graphite Transfer Film
The mating surface — the steel guide rail that the bronze graphite block slides against — must be prepared to a specific standard for the self-lubricating system to work properly.
Surface finish should be 0.4 to 0.8 micrometers Ra. A surface that is too rough (above 1.6 micrometers Ra) will abrade the bronze and consume the graphite plugs too quickly. A surface that is too smooth (below 0.2 micrometers Ra) will not allow the graphite transfer film to adhere, and the lubrication layer will not form.
The most important requirement: the mating surface should be polished stainless steel or hardened carbon steel with a minimum hardness of 45 HRC. Softer steel rails wear under the graphite action and generate abrasive debris that embeds in the bronze surface and increases friction.
The rail surface must be clean and dry at installation. Any oil, grease, or protective coating on the rail surface will prevent the graphite from transferring during the break-in period. The break-in period typically requires 50 to 100 full-stroke cycles for the transfer film to form completely. During this period, the friction coefficient will be slightly elevated at 0.12 to 0.15, dropping to the steady-state value of 0.06 to 0.10 once the film is established.
Multiple manufacturers including AMDL, Bronzelube, and Piping Tech confirm that polished stainless steel provides the best mating surface for graphite bronze sliding elements. The stainless steel does not rust, maintaining its surface finish over years of service.
Match the Graphite Plug Density to the Lift Cycle Frequency
The graphite plug density — the percentage of the guide block face area covered by graphite — should be matched to the expected duty cycle of the vertical lift.
For low-frequency lifts operating fewer than 50 cycles per day, the standard 30 percent graphite density is sufficient. The plugs will last 5 to 8 years before needing replacement.
For medium-frequency lifts operating 50 to 200 cycles per day, increase the graphite density to 35 to 40 percent. This provides additional lubricant reserve for the higher sliding distance.
For high-frequency lifts operating above 200 cycles per day — automated storage and retrieval systems, continuous process lifts — specify 40 to 45 percent graphite density. At this density, the guide blocks can run for 10,000 to 15,000 hours of sliding before the graphite is depleted below 50 percent.
The graphite itself should be high-density electrographite grade, with a minimum density of 1.75 g/cm³ and a maximum ash content of 0.5 percent. Lower-grade graphite with higher ash content produces abrasive wear debris that increases friction and noise over time.
A real case from an automotive assembly plant: a vertical parts lift operating at 300 cycles per day with standard 30 percent graphite plugs needed guide block replacement at 18 months. After switching to 40 percent density plugs with higher-grade electrographite, the replacement interval extended to 54 months. The noise level measured at the operator station dropped from 78 dB to 62 dB.
FAQ
Can I retrofit existing greased guide rails with bronze graphite blocks without changing the rails?
Yes, if the existing steel rails are in good condition and have a surface finish of 0.8 micrometers Ra or better. If the rails are worn, pitted, or rusted, they should be replaced or reground before installing bronze graphite blocks. The cost of regrounding existing rails is typically 30 to 50 percent of the cost of new rails.
Will bronze graphite guides work in a vertical lift that operates outdoors in rain and dust?
Yes. Bronze graphite is more tolerant of rain and dust than greased systems because graphite does not wash away like grease and does not attract dust. For outdoor lifts, specify C95400 aluminum bronze for corrosion resistance and increase the graphite density to 40 percent to compensate for the additional abrasive wear from airborne dust.
How do I know when the graphite plugs are depleted and need replacement?
Two indicators: the friction coefficient increases, which shows as higher motor current draw during lift operation, and the noise level increases. The simplest field check is to visually inspect the graphite plug depth. If the plugs are less than 2 mm deep (on a standard 6 mm deep plug), replacement is due.
What happens if I install the guide blocks with the wrong sliding direction?
The blocks will wear rapidly, the graphite will deplete unevenly within weeks instead of years, and the noise level will increase immediately. The blocks must be removed and reinstalled with the correct orientation. There is no way to correct the direction without reinstalling.
Is there any maintenance required for bronze graphite vertical lift guides?
Minimal. The rail surface should be wiped clean of abrasive debris every 6 months using a dry cloth. No grease, oil, or additional lubrication is needed. Re-torque the guide block mounting bolts annually, as vibration can loosen them over time.