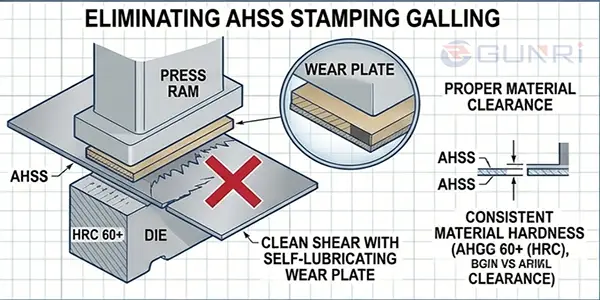
How to Eliminate Galling on Wear Plates When Stamping High-Strength Steel (AHSS)
A stamping engineer I work with called me after a 12-hour shift troubleshooting a progressive die running DP 980. The die had been running for about 4,000 strokes when he noticed fine aluminum deposits on the guide rail — the zinc coating from the galvanized AHSS strip had transferred to the wear plate surface and was building up in patches. Within another 2,000 strokes, the buildup had scored the rail and started producing visible scratches on the stamped parts. His team had already tried changing the lubricant twice. This was not a lubrication problem. This was galling, and it was destroying his wear plates.
To eliminate galling on wear plates when stamping advanced high-strength steel, you must address the root cause: the extreme contact pressure generated by AHSS forming exceeds the film strength of conventional lubricants and causes adhesive transfer between the zinc coating and the tool steel wear plate surface. The zinc from the galvanized coating softens under pressure and heat, bonds to the wear plate, and builds up in layers. Once that transfer layer forms, it abrades both the plate and the mating rail. The fix requires changing the wear plate material, not just the lubricant.
Step 1: Switch to a Galling-Resistant Wear Plate Material
The most effective single change you can make is replacing standard tool steel wear plates with aluminum-bronze or copper-alloy wear plates containing embedded graphite lubricant. Here is why.
Tool steel running against tool steel — or even hardened tool steel against a zinc-coated AHSS strip — creates ideal conditions for adhesive wear. The zinc acts as a bonding agent between the two steel surfaces under the high pressure typical of AHSS forming (200–400 MPa at the die radius). Once localized bonding occurs, material transfers and the surface degrades rapidly.
Bronze alloys, by contrast, have a different crystal structure that resists adhesive transfer with steel. The copper content does not form the same metallurgical bond with zinc that steel-on-steel does. Research from the Center for Precision Forming at Ohio State University has shown that bronze die materials reduce galling onset by a factor of three to five compared to tool steel when forming galvanized AHSS at contact pressures above 200 MPa.
Bronze wear plates with embedded graphite plugs add a second layer of protection. The graphite transfers a continuous dry-film lubricant to the mating surface, filling the microscopic valleys in the steel and preventing zinc-to-steel contact at the asperity level. This is particularly effective at the high-contact-pressure points where liquid lubricant is squeezed out.
Step 2: Verify Your Lubricant Selection for AHSS
Not all stamping lubricants perform equally on AHSS. Standard chlorinated or sulphurized EP oils that work well on mild steel may break down at the interface temperatures generated by AHSS forming (which can exceed 150°C locally at the die radius).
For AHSS, look for lubricants specifically formulated for high-contact-pressure applications. These typically contain: – Extreme pressure (EP) additives such as phosphorous or sulfur compounds that react with the metal surface to form a sacrificial layer – Solid lubricant additives such as molybdenum disulfide (MoS2) or graphite that provide boundary lubrication when the liquid carrier is displaced – Higher base oil viscosity to maintain film thickness under the higher separating forces
If you are already using a graphite-embedded bronze wear plate, the graphite provides the boundary lubrication automatically. In this case, a lighter lubricant or even dry operation may be sufficient — the graphite alone can handle the boundary lubrication requirements. This is one of the main advantages of the self-lubricating plate approach.
Step 3: Optimize the Clearance Between Wear Plate and Rail
Galling is load-driven. The higher the contact pressure at the wear plate-to-rail interface, the faster the transfer layer forms. Reducing the load per unit area directly reduces the galling rate.
For AHSS stamping dies, the standard clearance of 0.05–0.08 mm per side between the wear plate and the guide rail should be verified and maintained. If galling is occurring despite proper material and lubricant selection, increasing the bearing surface area — by widening the wear plates or adding additional gibs — reduces the contact pressure below the galling threshold.
The target contact pressure for AHSS applications should be below 15 MPa at the wear plate interface. Calculate your actual pressure by dividing the estimated side thrust by the total projected bearing area. If you are above 15 MPa, your clearance is too tight, your bearing area is too small, or both.
Step 4: Consider Surface Treatment for the Guide Rail
The mating steel guide rail matters as much as the wear plate itself. A hardened and ground rail with a surface finish of Ra 0.4 μm or better reduces the anchoring points where zinc transfer can initiate. If your rail has visible grinding marks oriented perpendicular to the sliding direction, these act as微型刀子 that scrape zinc off the strip and deposit it on the wear plate.
Nitriding the guide rail surface increases its hardness to 900–1100 HV and reduces its chemical affinity for zinc. PVD coatings such as TiN or CrN also reduce galling by providing a hard, inert barrier that resists adhesive bonding. These treatments are not replacements for a bronze wear plate, but they extend the time between maintenance interventions significantly when used together.
Step 5: Monitor and Maintain a Preventive Schedule
Even with the best material choices, AHSS stamping will eventually wear any wear plate. The key is catching galling before it progresses to scoring. Inspect the wear plate surface at every scheduled die maintenance interval — we recommend every 100,000 strokes for AHSS applications running at 20+ SPM.
- Look for discolored patches on the bronze surface. A dark or coppery discoloration indicates localized overheating and incipient galling.
- Run a fingernail across the plate surface. If you feel raised areas, material transfer has begun.
- Measure the graphite plug wear. If the plugs are wearing faster on one side of the plate than the other, the clearance is uneven and needs adjustment.
- Check the rail surface for scratches. Fine longitudinal scratches are normal; deep grooves indicate that loose graphite from the plugs is being dragged across the surface, which means the plugs are wearing too fast or the graphite grade is too soft.
Frequently Asked Questions
Q: Can I retrofit an existing die running AHSS with graphite bronze wear plates?
A: Yes, if the gib pocket has enough material to accommodate the plate thickness. The retrofit is straightforward: remove the existing steel gibs, machine the pocket to the standard bronze plate thickness, and install self-lubricating graphite bronze wear plates with the same mounting hole pattern. Many shops do this during a scheduled die maintenance window and see immediate improvement in galling.
Q: Does the AHSS grade affect the galling severity?
A: Yes. DP 980 and DP 1180 generate significantly higher contact pressures than DP 600, which accelerates galling. TRIP steels with retained austenite can also produce more abrasive wear debris. For the highest AHSS grades, a bronze wear plate with a larger graphite plug diameter and higher plug density provides the best galling resistance.
Q: How often should graphite bronze wear plates be replaced in AHSS stamping?
A: In typical automotive AHSS applications running 3 shifts, graphite bronze wear plates last 12–18 months before the bronze thickness wears below specification. This is 3–4 times longer than tool steel wear plates in the same application. The graphite plugs wear evenly with the bronze and maintain lubrication film throughout the service life.
Q: Will changing to graphite bronze plates eliminate all galling immediately?
A: In most cases, yes — galling stops within the first shift after installation because the bronze-graphite interface prevents the zinc-to-steel adhesion that drives the problem. However, if the guide rail is already scored from previous galling, the rail surface may need to be reground or replaced to provide a smooth mating surface for the new wear plates.