How to Calculate Thermal Expansion Clearance for Graphite Bronze Slide Plates in High-Temperature Applications
A pipeline engineer from a refinery in Louisiana called me about a graphite bronze slide plate that had seized inside its mounting pocket on a steam pipe support. The pipe operated at 400°C. The slide plate was installed at 20°C with zero side clearance. Six months later, the plate had expanded so much that it jammed against the pocket walls, lifting the pipe saddle off its support and transferring load to an adjacent pipe hanger that was not designed for it.
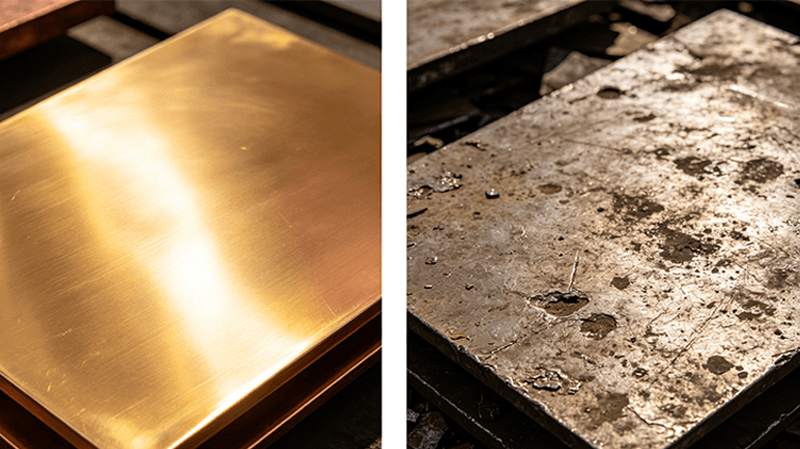
The solution in many cases is a direct retrofit: replace the steel plates with graphite-embedded bronze wear plates of the same NAAMS size.
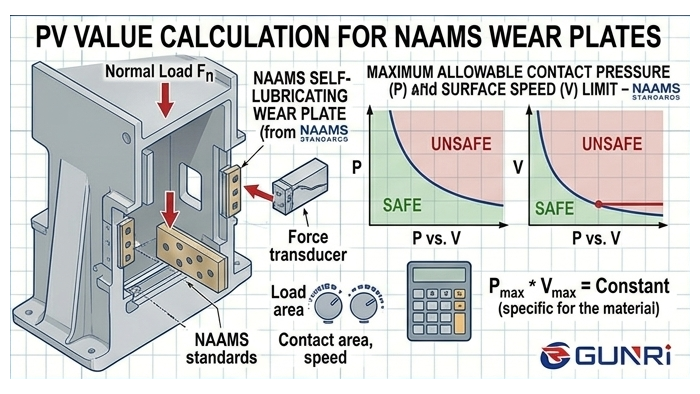
The short answer is that graphite bronze slide plates require calculated side clearance to accommodate thermal expansion. Bronze has a coefficient of thermal expansion of 18 × 10⁻⁶/°C, approximately 50 percent higher than carbon steel at 12 × 10⁻⁶/°C. When a bronze plate is mounted inside a steel pocket, the differential expansion must be calculated at the expected operating temperature, and the clearance must be set accordingly.
![]()
Why Thermal Expansion Must Be Calculated for Graphite Bronze Slide Plates
Thermal expansion in graphite bronze slide plates causes two distinct problems. The first is binding within the mounting pocket, as described in the refinery case. The second is increased friction at the sliding interface, because the expanded plate applies additional normal force against the mating surface.
The Engineering Toolbox publishes the coefficient of linear thermal expansion for bronze at 18 × 10⁻⁶/°C (18 micrometers per meter per degree Celsius), while carbon steel is 12 × 10⁻⁶/°C and stainless steel 304 is 17.3 × 10⁻⁶/°C. The NIST publication on thermal expansion of bronzes confirms that aluminum bronze and tin bronze have similar expansion behavior, with variations of less than 2 percent between alloy families.
The differential expansion between the bronze plate and the steel pocket is the critical calculation. For a 300 mm long bronze plate in a steel pocket operating at 300°C above ambient:
– Bronze expands: 300 mm × 18 × 10⁻⁶ × 300°C = 1.62 mm
– Steel pocket expands: 300 mm × 12 × 10⁻⁶ × 300°C = 1.08 mm
– Differential expansion: 1.62 – 1.08 = 0.54 mm
If the clearance at assembly was 0.5 mm per side, the plate at temperature would have only 0.23 mm clearance — 0.5 – (0.54 / 2) = 0.23 mm on each side. This is dangerously tight. If the operating temperature cycles or if the initial clearance was even slightly less, the plate binds.
A CON-SERV technical bulletin on high-temperature expansion bearings recommends designing bronze slide bearings with a minimum of 3 mm clearance per side for applications above 250°C, increasing to 5 mm for applications above 500°C.
Calculate the Required Clearance Step by Step
The clearance calculation follows a simple three-step process that any maintenance engineer can perform with basic data.
First, determine the temperature range. Record the ambient temperature at installation and the maximum operating temperature at the sliding interface. For pipe supports, the operating temperature is the pipe skin temperature at the support location, which can be 50 to 100°C lower than the process temperature due to insulation loss.
Second, calculate the dimensional change for both the bronze plate and the steel pocket using the formula ΔL = α × L₀ × ΔT, where α is the coefficient of thermal expansion, L₀ is the initial length at ambient, and ΔT is the temperature change. Use the following coefficients:
– Bronze (all grades): 18 × 10⁻⁶/°C
– Carbon steel: 12 × 10⁻⁶/°C
– Stainless steel 304: 17.3 × 10⁻⁶/°C
– Stainless steel 316: 16.5 × 10⁻⁶/°C
Third, apply the differential expansion to the available clearance. The minimum recommended side clearance per edge is the differential expansion divided by 2, plus a safety margin of 1 mm for applications under 200°C and 2 mm for applications above 200°C.
For a 600 mm long C95400 bronze wear plate in a carbon steel pocket at 350°C:
– Bronze expansion: 600 × 18 × 10⁻⁶ × 330 = 3.56 mm
– Steel expansion: 600 × 12 × 10⁻⁶ × 330 = 2.38 mm
– Differential: 1.18 mm
– Clearance per side: 1.18/2 + 2.0 = 2.59 mm → round up to 3.0 mm
The total pocket width should be plate width plus 6 mm. This clearance is large enough that the plate should be held in position by set screws or a retaining bar rather than relying on a friction fit.
Piping Tech’s Bronzphite slide plate installation guide specifies that for high-temperature applications, the steel backing plate should be welded to the substrate and the bronze plate bolted to the backing plate with slotted holes to allow differential movement between the bronze and steel components.
Account for Mating Surface Expansion Too
The sliding surface that the bronze plate contacts — typically a polished stainless steel plate — also expands with temperature. If the mating surface is stainless steel, its expansion coefficient of 17.3 × 10⁻⁶/°C is close to bronze at 18 × 10⁻⁶/°C, so the differential is minimal. This is a distinct advantage of specifying a stainless steel mating surface for high-temperature slide plates.
If the mating surface is carbon steel (12 × 10⁻⁶/°C), the bronze plate will expand more than the mating surface, increasing the contact pressure and friction. The coefficient of friction can increase from 0.08 at ambient to 0.15 or higher at 400°C operating temperature due to this differential expansion effect.
The design friction factor of 15 percent at high temperature recommended by CON-SERV for bronze slide bearings accounts for this thermal load increase. For ambient-temperature applications, a friction factor of 8 to 10 percent is more appropriate.
In practical terms, this means the jacking or movement force for a pipe support or structural bearing must be increased by 50 to 100 percent at elevated temperature compared to ambient. Engineers who design the support system based on ambient friction data risk under-sizing their actuation or expansion system.
A real case example from a power plant overhead steam line: the bronze slide plates at the pipe supports were designed for 0.10 friction at 20°C but operated at 350°C. The actual friction at operating temperature was 0.17, and the pipe expansion bellows were undersized by 40 percent. The bellows failed at 14 months.
Design the Mounting Pocket for Thermal Movement
The mounting detail for high-temperature bronze graphite slide plates must allow the plate to move freely within the pocket. Three design rules apply.
Use slotted bolt holes instead of round holes. The slot should run in the direction of thermal expansion, with a length equal to the calculated expansion plus 3 mm. The bolt torque should be reduced to 60 percent of the standard value to allow some sliding of the plate under the bolt head.
Install the plate with an initial offset. If the plate is expected to expand 2 mm to the right at operating temperature, position it 1 mm to the left of center at ambient. This centers the plate at operating temperature and provides equal clearance on both sides.
Use high-temperature anti-seize compound on all contact surfaces between the bronze plate, the backing plate, and the pocket walls. Nickel-based anti-seize rated to 1000°C prevents galling between the bronze and steel at high temperature, which is a common cause of seized slide plates.
Piping Tech’s Bronzphite installation guide specifies that for high-temperature service, the lower element should be carbon steel with the bronze plate bolted on, and the upper element should be polished stainless steel. Both elements are tack-welded to their respective substrates with 6 mm fillet welds along the outside edge. The 1/4 inch (6 mm) weld specified for Bronzphite plates prevents water seepage while allowing thermal movement within the joint.
Select High-Temperature Bronze Alloys for Hot Service
Standard C95400 aluminum bronze maintains its compressive strength up to 500°F (260°C). Above this temperature, the matrix begins to soften. For applications above 260°C, special high-temperature bronze alloys and lubricant formulations are required.
CON-SERV’s product documentation specifies three lubricant grades for bronze slide bearings: standard lubricant up to 250°F (121°C), Lube 1 for 250°F to 500°F (121°C to 260°C), and Lube 2 for 500°F to 800°F (260°C to 427°C). The lubricant is impregnated into the bronze matrix and provides approximately 25 percent lubricant coverage of the bearing surface.
For extreme high-temperature applications up to 1000°F (538°C), C86300 manganese bronze with special graphite lubrication is recommended. The graphite lubricant is stable in inert environments up to 3000°F, but in oxidizing atmospheres, it begins to oxidize above 800°F (427°C). Piping Tech’s Bronzphite plates are rated to 1100°F (593°C) for short-term exposure and 800°F (427°C) for continuous service.
For applications above 500°C, pure graphite cradles or steel-backed graphite slide plates should be considered instead of bronze graphite. Benchmark Graphite Slide Plates handle up to 1000°F in ambient conditions and 3000°F in inert settings, with compressive strength of 5100 PSI. However, graphite has lower impact resistance than bronze and is not suitable for dynamic loading conditions.
FAQ
At what temperature does thermal expansion clearance become critical for bronze slide plates?
Above 100°C temperature difference between ambient and operating, thermal expansion clearance becomes significant. Below 100°C, the differential expansion between bronze and steel is typically less than 0.3 mm per meter, which can be absorbed by standard assembly tolerances.
Can I use stainless steel pockets instead of carbon steel to reduce differential expansion?
Yes. Stainless steel 304 has an expansion coefficient of 17.3 × 10⁻⁶/°C, very close to bronze at 18 × 10⁻⁶/°C. The differential is reduced by 80 percent compared to using carbon steel pockets. This is a practical solution when retrofitting existing slide plate pockets.
What happens if the clearance is too large?
Excessive clearance allows the plate to shift under load, causing edge loading on the graphite plugs and uneven wear. The maximum recommended clearance is 5 mm per side for plates up to 1 meter in length. Beyond 5 mm, the plate should be retained by guide bars rather than relying on pocket fit.
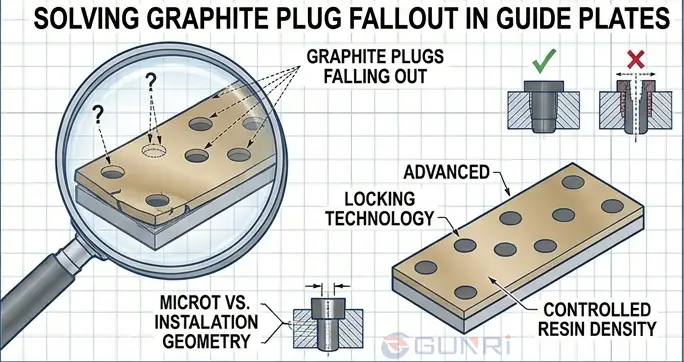
Do graphite plugs degrade faster at high temperature?
Graphite oxidizes in air above 427°C (800°F), converting to carbon dioxide and reducing the lubricant volume. Below this temperature, graphite is stable and provides consistent lubrication. For service above 427°C, specify sealed graphite plugs or use a molybdenum disulfide lubricant additive that is stable to 650°C.
How do I inspect thermal expansion clearance on installed slide plates?
Use a feeler gauge to measure the gap between the plate edge and the pocket wall at ambient temperature during a scheduled shutdown. If the gap is less than 1 mm for a plate longer than 500 mm with an operating temperature above 200°C, the plate will likely bind at operating temperature and should be removed and the pocket enlarged.