What are the risks of using cheap scrap-metal brass for industrial self-lubricating slides?
Several years ago, a maintenance manager I know ordered what he thought were “bronze” wear plates for a packaging line. The price was half the usual quote, so he bought six. Within three months, three of the plates had seized against their steel counterfaces, scoring the shafts and shutting down production for two shifts. When we sent a sample for XRF analysis, the lab reported back: the material was scrap-melted brass, not bronze at all — roughly 62% copper, 35% zinc, and a handful of undocumented tramp elements.
The core risk of using cheap scrap-metal brass for industrial self-lubricating slides is that the material lacks the controlled composition, mechanical strength, and tribological stability of engineered bronze — leading to unpredictable wear, galling, porosity failures, and hidden costs that far exceed the initial purchase savings.
This article explains exactly why brass and bronze are not interchangeable in self-lubricating wear-plate applications, what hidden defects scrap-based brass brings, and how to verify what you are actually buying.
Why Brass and Bronze Are Not Interchangeable in Wear Applications
In everyday language, “brass” and “bronze” are sometimes used loosely. Metallurgically, they are distinct families. Bronze is a copper-tin alloy (Cu + Sn), often with small additions of phosphorus, lead, or nickel. Brass is a copper-zinc alloy (Cu + Zn). The two behave very differently under load and friction.
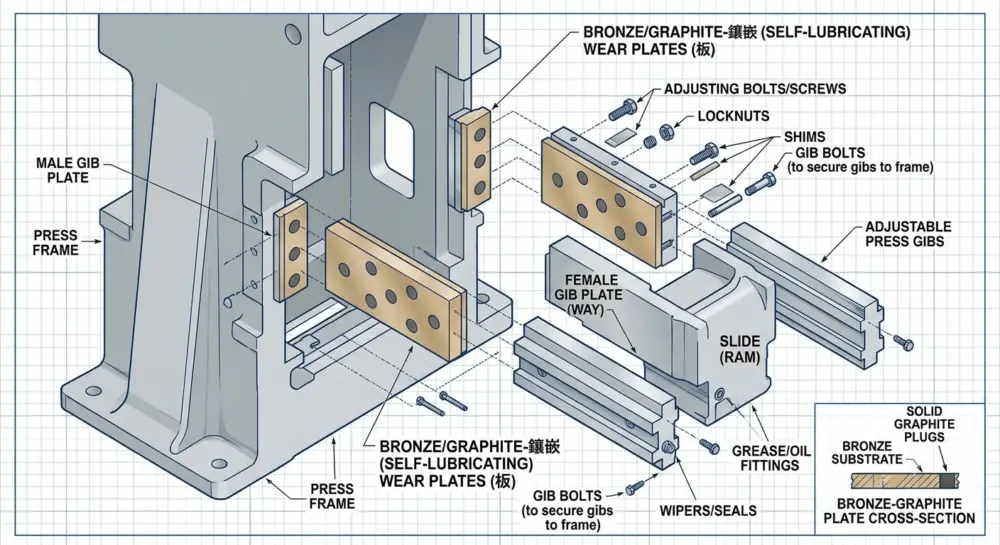
For self-lubricating slides that rely on embedded graphite plugs, the alloy’s job is to:
- Provide a stable, corrosion-resistant matrix that holds the graphite in compression
- Transfer load to the graphite without deforming or extruding the plugs
- Wear at a predictable, low rate against a hardened steel counterface
- Resist galling — the cold-welding and tearing that occurs when two metal surfaces slide under pressure
High-leaded tin bronze (e.g., SAE 841, C93200, or CuSn7ZnPb) is the standard here because tin strengthens the copper matrix without making it brittle, and the lead (or bismuth) particles act as solid lubricants during initial run-in. According to Copper Alliance selection guidelines, tin bronzes offer significantly better galling resistance than brasses under boundary lubrication conditions — precisely the condition inside a graphite-embedded wear plate.
Brass, by contrast, has lower galling resistance. The zinc phase is more reactive with steel counterfaces, increasing adhesive wear. A scrap-recycling industry note from Clifton Metals confirms that the uncontrolled zinc content in recycled brass is the most common cause of quality rejection in bearing applications.
The Hidden Composition Problems in Scrap-Based Brass
When a low-cost manufacturer uses scrap brass rather than a certified ingot of C93200 bronze, they introduce several composition risks that no amount of visual inspection can catch.
Uncontrolled zinc content. Bronze for wear plates should have zinc limited to 3–7% (as an incidental impurity). Scrap brass may contain 20–40% zinc, which lowers the alloy’s solidus temperature and changes its friction characteristics. Excess zinc also accelerates dezincification — the selective leaching of zinc in humid or mildly acidic environments — leaving a porous, weakened copper skeleton behind.
Tramp elements. Scrap feedstock can introduce aluminum, silicon, iron, manganese, and lead in irregular proportions. Some of these form hard intermetallic particles that act as abrasives against the steel counterface; others create low-melting-point phases that weaken the grain boundaries. An XRF guide from Elvatech notes that tramp elements above 0.5% in recycled copper alloys can reduce fatigue life by 30–50%.
No traceability. Certified bronze casters maintain heat-by-heat records of composition (the Mill Test Certificate, or MTC). Scrap-based producers cannot provide this because each melt has a different composition depending on what scrap was fed into the furnace that day. This makes it impossible for the buyer to predict how the material will perform or to reproduce an order.
Porosity and Internal Defects from Uncontrolled Scrap Melting
Scrap brass is often melted in unregulated tilting furnaces without vacuum degassing or flux covers. The result is gas porosity — hydrogen dissolved in the molten metal that forms pin-hole pores as the casting solidifies.
In a self-lubricating wear plate, porosity matters for two reasons. First, pores act as stress concentrators: under load, cracks initiate at pores and propagate, causing the plate to fracture in service. Second, interconnected porosity can allow lubricants (or coolant) to seep through the plate, or allow debris to become trapped in the pores, accelerating three-body abrasion.
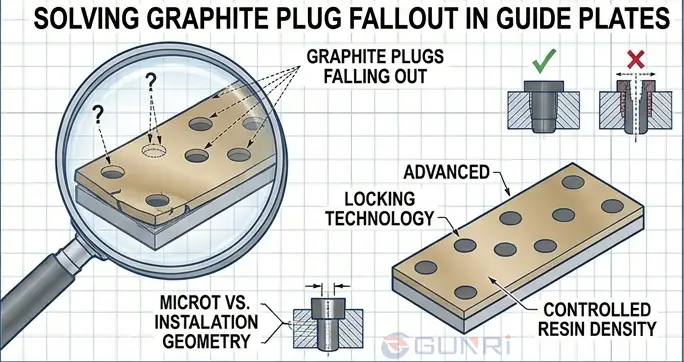
Porosity also affects graphite retention. If the drilled or cast-in graphite plug holes intersect a subsurface pore, the plug may loosen or fall out under vibration. A technical note on self-lubricating bearing quality from Bearingface emphasizes that consistent density and freedom from porosity are prerequisites for reliable graphite plug retention.
Certified bronze foundries control porosity through gating design, chill placement, and degassing procedures. Scrap-melt shops typically skip these steps to save time and energy.
Lower Mechanical Strength Means Faster Wear and Galling
The mechanical properties of scrap brass depend on whatever mix of alloys happened to be in the crucible. Typical yield strengths for hot-rolled or as-cast brass range from 70 to 150 MPa, while engineered C93200 bronze has a minimum yield strength of about 125 MPa and an ultimate tensile strength of around 240 MPa.
These numbers matter because a wear plate under load must resist compressive deformation. If the plate deforms, the graphite plugs lose their interference fit and may pop out. Once the graphite is gone, the plate runs dry — metal on metal — and galling follows within hours.
Galling is particularly severe with brass on steel. The zinc in brass has a strong affinity for iron, promoting local microwelding at asperity contacts. When sliding continues, these microwelds tear, producing large wear debris and deep scoring. According to a wear-testing resource from Selflube, brass-on-steel galling initiation loads are roughly 40% lower than for tin bronze on steel under identical conditions.
If the application involves any impact loading (conveyor transfers, press slides, die-set guide pins), the lower fracture toughness of scrap brass — due to tramp elements and porosity — creates a real risk of catastrophic breakage.
Zinc Leaching in High-Temperature or Humid Environments
A risk specific to brass that does not affect tin bronze is dezincification. In the presence of moisture, oxygen, and even mildly aggressive water (pH 6.5 to 7.5 is enough), zinc preferentially corrodes out of the brass alloy, leaving a spongy, copper-rich layer that has almost no mechanical strength.
For a self-lubricating slide operating in a food-processing plant, a textile mill, or any outdoor or wash-down environment, dezincification can silently destroy the plate’s load-bearing capacity over several months. The plate may look normal on the surface — perhaps slightly discolored — but a cross-section shows a layer of porous copper where the zinc used to be.
Tin bronze does not suffer from dezincification because tin forms a stable, protective oxide layer on the surface. The Copper Development Association (CDA) explicitly recommends avoiding brass in applications where the service temperature exceeds 200°F (93°C) or where condensation, steam cleaning, or high humidity is present — all of which accelerate dezincification.
The Total Cost of Using Cheap Brass vs. Certified Bronze Wear Plates
Let us put numbers on it. Suppose a set of six wear plates for a packaging-machine slide costs USD 480 in certified C93200 bronze, or USD 240 in “bronze substitute” that is actually scrap brass.
Scenario A (certified bronze): The plates last 24 months, with one scheduled replacement. Total material cost: USD 480 over two years. No unplanned downtime.
Scenario B (scrap brass): Three plates fail at month 3. Emergency replacement costs: USD 720 in rush shipping and overtime labor. The remaining three are replaced at month 8 as a precaution. Two years of service cost roughly USD 1,440 in materials and logistics, plus 14 hours of lost production at an estimated USD 500/hour — an additional USD 7,000.
The apparent saving of USD 240 becomes a real cost of over USD 8,000. This is the standard pattern for counterfeit or substandard engineered components, as documented in industry analyses on self-lubricating wear plate purchasing decisions.
How to Tell If Your “Bronze” Wear Plate Is Actually Scrap Brass
Visual inspection is not reliable. Both brass and bronze can look similar after machining, especially when a dark patina or graphite smearing is present. The only definitive way to verify is X-ray fluorescence (XRF) analysis:
- Handheld XRF guns can identify the copper-to-zinc ratio in seconds
- If zinc exceeds 10–12%, the material is brass, not bronze
- Look for certified MTRs (Mill Test Reports) per EN 10204 3.1 from the supplier
- If the supplier cannot provide an MTR, consider that a red flag
- Send random samples from a production batch to an independent lab (e.g., SGS or Bureau Veritas) for composition testing
A reputable manufacturer of self-lubricating bronze wear plates will publish their alloy specification, provide third-party test results, and welcome your inspection. If the quote seems too good to be true, ask for the MTR and an XRF report before committing.
For a reliable source of certified C93200 or CuSn7ZnPb bronze wear plates, see the oilless wear plate collection at GUNRI.

Frequently Asked Questions
Q: Can I use brass for low-load applications?
A: In light-load, clean, dry, room-temperature applications, brass may function temporarily. The risk is that zinc leaching and galling still occur, just more slowly. Most engineers prefer to standardize on one material (bronze) to avoid mix-ups and simplify spares inventory.
Q: Does adding more graphite improve the performance of brass wear plates?
A: No. Graphite only lubricates the sliding surface. It does not compensate for the matrix alloy’s lack of strength or its tendency to gall. A weak or porous matrix will still fail even with abundant graphite.
Q: How do I request an XRF test from my supplier?
A: Include the requirement in your purchase order: “PMI (Positive Material Identification) per API 578 required, with written report.” Most certified mills will perform the test at no extra cost for regular customers.
Q: Is C86300 manganese bronze acceptable for wear plates?
A: C86300 is technically a “manganese bronze” but is actually a high-strength yellow brass (Cu-Zn with Mn and Al additions). It is stronger than scrap brass but still susceptible to dezincification. For self-lubricating applications, C93200 or C93700 tin bronze remains the preferred choice.
Q: Does EN 10204 3.1 certification guarantee the material is bronze?
A: Yes — if the certificate specifically states the alloy designation (e.g., CuSn7ZnPb or C93200) and the copper/tin percentages. Scrap-based suppliers rarely produce EN 10204 3.1 certificates because they cannot substantiate the composition.