What Causes Premature Wear on VDI 3357 Slide Plates in Automotive Skin Panel Dies?
I walked into a Tier 1 supplier’s die shop and found the tryout team replacing VDI 3357 slide plates on a roof panel die for the third time in six months. The die had less than 80,000 cycles on it. The plates were supposed to last at least 300,000 cycles. The die maker was blaming the plate supplier. The supplier was blaming the die design. The truth was somewhere in the middle — and it started with a 0.3 mm gap between the slide plate and the gib on the drive side that nobody had thought to check during assembly.
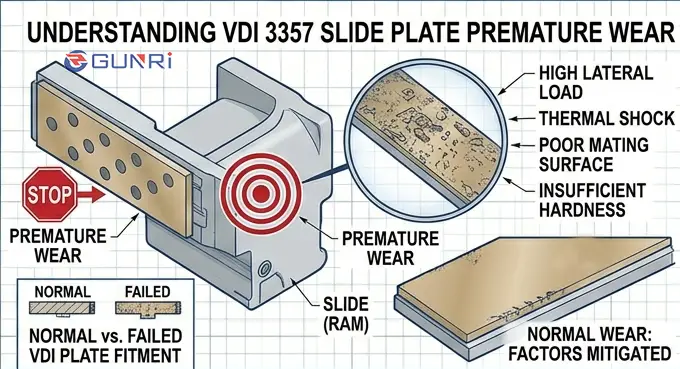
The root cause of premature wear on VDI 3357 slide plates in automotive skin panel dies is almost always edge loading caused by die deflection under off-center press force, combined with inadequate lubrication film thickness at the slide interface. The large plan area of skin panel dies — often 3000 mm × 2000 mm or larger — means the die structure deflects under its own weight and under the press force. That deflection concentrates the contact load onto the leading and trailing edges of the slide plates, exceeding the material’s allowable PV limit and accelerating wear by a factor of five to ten compared to uniform loading.
How Die Deflection Creates Edge Loading on Slide Plates
A skin panel die — whether for a hood, door, roof, or fender — has a large unsupported area between the guide pillars. The die shoe thickness is calculated to minimize deflection under the press tonnage, but it never eliminates it entirely. Under load, the die shoe bows slightly in the center. This bowing tilts the guide pillars, which in turn tilts the slide plate contact angle relative to the gib surface.
The result is that the slide plate contacts the gib along a narrow band at the top or bottom edge instead of across its full face. The contact pressure in that band can easily reach 50–80 MPa, even when the nominal design pressure is below 10 MPa. At that pressure, the lubricant film breaks down, metal-to-metal contact occurs, and the plate surface begins to wear at an accelerated rate.
This type of edge wear is easy to identify. A uniformly loaded slide plate shows even wear across the entire face. An edge-loaded plate shows a polished wear band 10–20 mm wide at one edge, with the rest of the surface still showing original machining marks. If you see this pattern, the die deflection is the root cause — not the plate material, not the lubricant, and not the maintenance interval.
Why VDI 3357 Slide Plate Material Selection Matters for Skin Panel Dies
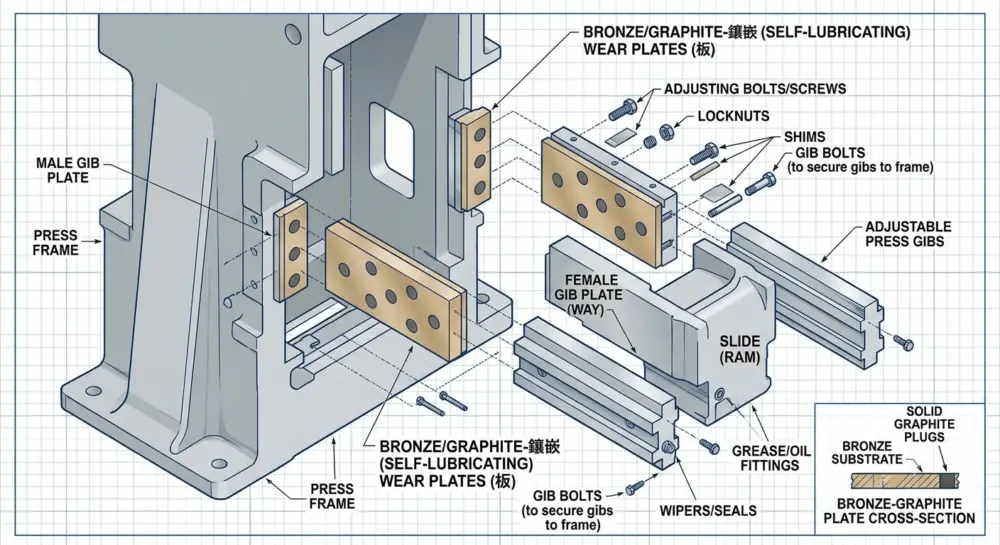
VDI 3357 is a dimensional standard — it specifies the length, width, thickness, mounting hole pattern, and tolerance class for slide plates used in press tools. It does not specify the material. A VDI 3357 slide plate from one supplier might be made of 16MnCr5 case-hardened steel, while another supplier offers the same dimension in CuSn12 bronze with graphite plugs.
For skin panel dies, the material choice directly affects wear life under edge-loading conditions. A case-hardened steel plate running against a hardened gib creates a steel-on-steel interface. Under edge loading, the lubricant film breaks down, the steel surfaces contact each other, and the resulting adhesive wear (galling) progresses rapidly. Once galling starts, the surface roughness increases, which accelerates the lubricant breakdown further, creating a self-reinforcing wear cycle.
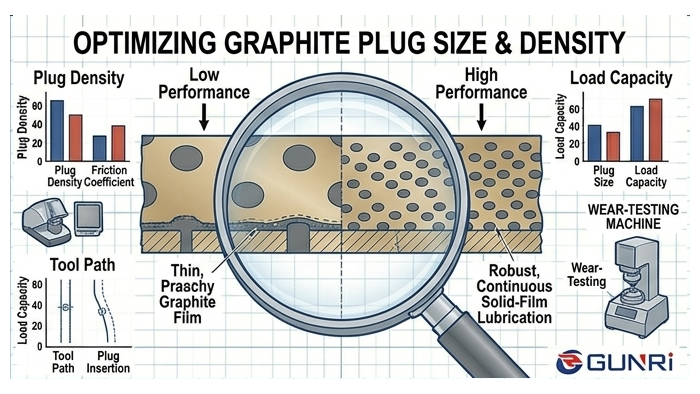
Graphite-embedded bronze slide plates handle edge loading significantly better because the graphite provides a solid lubricant film that persists even when the liquid lubricant is squeezed out. The bronze matrix is also softer than steel, which allows it to embed any debris particles that get between the sliding surfaces — debris that would otherwise score a steel plate. For skin panel dies where edge loading cannot be eliminated, graphite bronze VDI 3357 slide plates typically last 3–4 times longer than steel equivalents.
Performance Comparison
| Feature | Steel Slide Plate | Graphite Bronze Slide Plate |
|---|---|---|
| Lubrication Need | High (Requires continuous oil or grease) | Zero (Self-lubricating dry graphite plugs) |
| Friction Coefficient | High (0.15 to 0.7) | Low (0.05 to 0.12) |
| Wear on Mating Surface | Significant (Galling and scoring) | Very low (Polishing and protecting) |
| Corrosion Resistance | Poor (Prone to rust unless stainless/treated) | Excellent |
| Maintenance Cost | High (Requires scheduled greasing/checks) | Virtually maintenance-free |
How Contamination Accelerates Slide Plate Wear in Production
Skin panel stamping generates fine metal debris from the trimming and piercing operations. Even with good die design, some of that debris finds its way onto the guide surfaces. In a production environment running at 8–12 SPM, a single 0.1 mm steel chip trapped between the slide plate and the gib acts as a cutting tool that gouges the plate surface with every stroke.
Contamination-related wear has a distinctive appearance. Instead of the polished band from edge loading, you see localized deep scratches running the full length of the stroke, often with embedded metal particles visible in the scratch path. The scratches create raised edges (burrs) that further increase friction and accelerate wear on both the plate and the gib.
The fix for contamination wear is not more frequent slide plate replacement — it is better shielding of the guide surfaces. Rubber wiper seals mounted on the leading edge of the gib, compressed air blow-off directed at the guide area, and magnetic chip collectors near the trim stations all reduce debris ingress significantly. In dies where contamination is severe, switching to a self-lubricating graphite bronze slide plate provides additional protection because the softer bronze absorbs debris particles without scoring.
How Incorrect Gib Clearance Causes Localized Overload
The VDI 3357 standard provides tolerance classes for slide plate thickness, but the actual clearance between the plate and the gib depends on the die assembly, not on the plate alone. In my experience, roughly 30% of the “premature wear” cases I investigate trace back to a clearance that was set too tight on one side of the die.
When one side of the die has tighter clearance than the other, the tighter side carries a disproportionate share of the guide load. The slide plates on that side may see contact pressures two to three times higher than the design value. The wear accelerates on the tight side, which increases the clearance there, which shifts more load to the next-tightest side, creating a cascading failure pattern.
Preventing this requires measuring the clearance at all four corners of the die — not just at the slide plates you can reach easily. Use a feeler gauge at the top, middle, and bottom of each slide plate location. Record the values. If the clearance varies by more than 0.03 mm between any two corners, the die needs shimming or adjustment before the next production run.
Frequently Asked Questions
Q: How often should VDI 3357 slide plates be inspected on skin panel dies?
A: For a typical automotive skin panel die running 3 shifts, inspect the slide plates every 50,000 cycles. Look for edge wear bands, localized scratches, and uneven graphite plug protrusion (if using self-lubricating plates). Replace plates when the remaining bronze thickness is less than 2 mm above the minimum specified in the die design.
Q: Can I swap steel VDI 3357 plates for graphite bronze plates on an existing die?
A: Yes, provided the plate thickness matches the existing gib pocket. The mounting hole pattern is standardized in the VDI 3357 specification, so replacement is a direct bolt-in. The bronze plates will require less lubrication and will tolerate edge loading better, but the die deflection that causes the edge loading should be addressed at the same time for the best result.
Q: Does the gib surface condition affect slide plate wear rate?
A: Significantly. A gib with surface grinding marks oriented perpendicular to the sliding direction acts as a file that wears the plate faster. Specify a ground surface finish of Ra 0.4 μm or better, with grinding marks oriented parallel to the sliding direction. If the gib shows signs of previous galling, it must be reground or replaced before installing new slide plates.
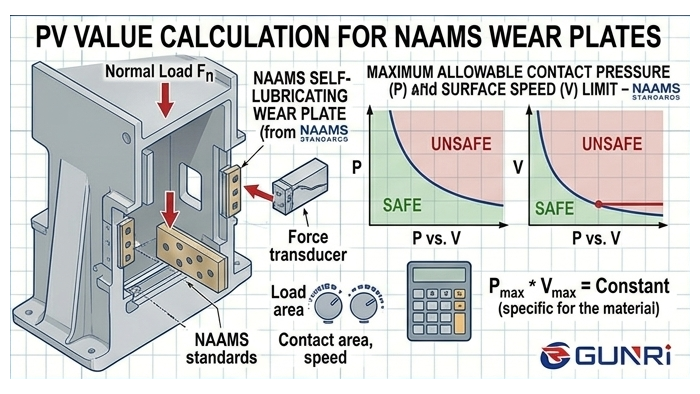
Q: What PV value should VDI 3357 slide plates be designed for in skin panel dies?
A: For steel slide plates with conventional lubrication, the design PV limit is typically 1.5–2.0 MPa·m/s. For graphite-embedded bronze plates operating with the graphite providing boundary lubrication, the acceptable PV range extends to 3.5–5.0 MPa·m/s. If your calculated PV exceeds these values, you need a larger slide plate area, not a better material.